電話:15850343736

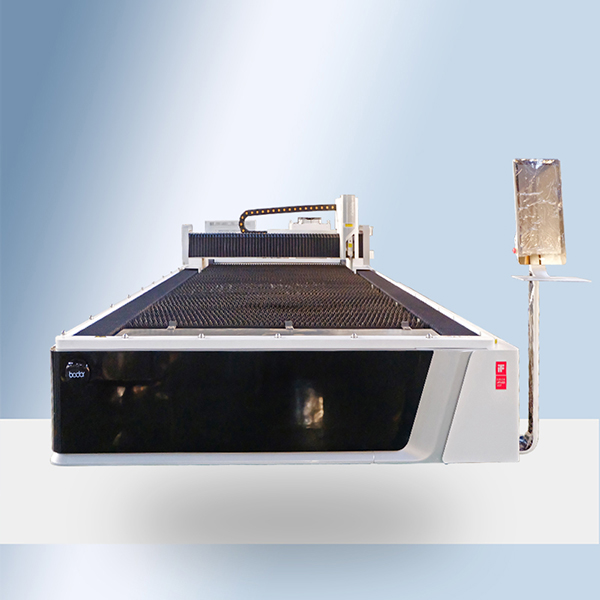
激光切割機(jī)的切割速度為什么快
來源:www.liuzhibing.com.cn | 發(fā)布時(shí)間:2025年08月11日1. 激光能量的高密度與瞬時(shí)性
能量高度集中:激光是一種單色性好、方向性強(qiáng)的相干光,其能量能在極小的光斑區(qū)域(通常直徑僅 0.1-0.5mm)高度聚焦,形成較高的功率密度(可達(dá) 10?-10? W/cm2)。這種高密度能量能在瞬間將材料局部加熱至熔點(diǎn)(金屬)或燃點(diǎn)(非金屬),甚至直接使其氣化,無需像機(jī)械切割(如鋸、銑)那樣通過刀具與材料的持續(xù)摩擦、擠壓來去除材料。
無接觸式加熱:激光切割時(shí),光束與材料不發(fā)生物理接觸,能量通過光輻射直接傳遞,避免了機(jī)械切割中刀具與材料的摩擦阻力對(duì)速度的限制,也不存在刀具磨損導(dǎo)致的效率下降問題。
2. 材料去除方式的高效性
激光切割的材料去除過程具有 “瞬時(shí)突破” 的特點(diǎn):
對(duì)于金屬材料(如碳鋼、不銹鋼),激光的高溫會(huì)迅速使照射點(diǎn)熔化,同時(shí)配合高壓輔助氣體(如氧氣、氮?dú)猓┐底呷墼纬汕懈羁p,整個(gè)過程中 “加熱 - 熔化 - 吹渣” 幾乎同步進(jìn)行,無需分步操作。
對(duì)于非金屬材料(如亞克力、木材),激光能量可直接使材料氣化或燃燒,配合氣流帶走殘?jiān)懈钸^程更直接,尤其適合厚度較薄的材料(如 0.1-10mm),切割速度可達(dá)到機(jī)械切割的數(shù)倍甚至數(shù)十倍。
相比之下,機(jī)械切割需要刀具逐步 “啃食” 材料,受限于刀具硬度、進(jìn)給速度和材料韌性,難以實(shí)現(xiàn)高速連續(xù)切割。
3. 運(yùn)動(dòng)系統(tǒng)的高精度與高響應(yīng)性
激光切割機(jī)的切割頭運(yùn)動(dòng)由精密伺服電機(jī)、滾珠絲杠或線性電機(jī)驅(qū)動(dòng),配合計(jì)算機(jī)數(shù)控(CNC)系統(tǒng):
高加速度:切割頭可在短時(shí)間內(nèi)達(dá)到設(shè)定速度(如每秒數(shù)米),且啟停響應(yīng)迅速,尤其適合復(fù)雜圖形的連續(xù)切割,減少空程時(shí)間。
路徑優(yōu)化:CNC 系統(tǒng)能通過算法優(yōu)化切割路徑(如避免重復(fù)移動(dòng)、最短路徑規(guī)劃),進(jìn)一步提升整體切割效率,這在批量加工中尤為明顯。
4. 對(duì)材料適應(yīng)性強(qiáng),減少預(yù)處理 / 后處理時(shí)間
激光切割無需像機(jī)械切割那樣根據(jù)材料硬度更換刀具,也無需提前打孔(部分厚板除外),可直接從材料邊緣或內(nèi)部開始切割,減少了準(zhǔn)備工序。
切割縫窄(通常 0.1-0.3mm),熱影響區(qū)小,后續(xù)無需大量打磨、修整,間接縮短了整體加工周期,從流程上體現(xiàn)出 “速度快” 的優(yōu)勢。
5. 功率可調(diào)與多軸聯(lián)動(dòng)的協(xié)同作用
現(xiàn)代激光切割機(jī)的功率可根據(jù)材料類型、厚度靈活調(diào)節(jié)(如從幾百瓦到上萬瓦),對(duì)于薄材可采用高功率快速切割,對(duì)于厚材則通過優(yōu)化功率與速度的匹配實(shí)現(xiàn)高效切割。
多軸聯(lián)動(dòng)(如 3 軸、5 軸)系統(tǒng)能實(shí)現(xiàn)三維立體切割,即使面對(duì)曲面、異形件,也能保持高速連續(xù)的切割軌跡,避免了傳統(tǒng)機(jī)械切割的方向限制。
上一條:
主控制柜用在哪些行業(yè)
下一條:
圓盤式氣流粉碎機(jī)用在哪些地方
【相關(guān)文章】
【相關(guān)產(chǎn)品】

公司地址:江蘇省昆山市張浦鎮(zhèn)親和路885號(hào)6幢
工廠地址:江蘇省常熟市支塘鎮(zhèn)徐政村欄桿橋113號(hào)
手機(jī):15183934783
電話:0512-50155408
郵箱:szduohongwei@126.com
江蘇氣流粉碎機(jī),上海氣流粉碎機(jī),無錫氣流粉碎機(jī),浙江粉碎機(jī) ,安徽氣流粉碎機(jī),蘇州氣流粉碎機(jī),常熟粉碎機(jī),南通氣流粉碎機(jī),昆山氣流粉碎機(jī)
標(biāo)簽列表:常熟粉碎機(jī) | 粉碎機(jī) | 江蘇粉碎機(jī) | 氣流粉碎機(jī) | 實(shí)驗(yàn)室氣流粉碎機(jī) | 上海粉碎機(jī) | 無錫氣流粉碎機(jī) | 浙江氣流粉碎機(jī)
Copyright © 2018-現(xiàn)在 蘇州多洪偉機(jī)械設(shè)備制造有限公司
 蘇公網(wǎng)安備32058302005475號(hào)
蘇公網(wǎng)安備32058302005475號(hào) 技術(shù)支持:藍(lán)戈鏈企
+
 微信號(hào):15183934783
微信號(hào):15183934783

微信號(hào):15183934783
 添加微信
添加微信
 聯(lián)系我們
聯(lián)系我們
 電話咨詢
電話咨詢